Il y a moins d’un an, je vous présentais l’imprimante 3D FLSun Super Racer qui m’avait beaucoup séduit. Cependant, elle fut l’objet de nombreuses améliorations. Le constructeur s’en est fortement inspiré pour sortir une nouvelle machine encore plus grande, plus rapide, plus précise et plus agréable à utiliser ! Il s’agit de la FLSun V400 qui annonce une vitesse de 400mm/s ! Cet article vient en complément de la vidéo ci-dessous et de ce topic plus détaillé et plus techniques sur le forum.
Acheter la V400
La review en vidéo
Caractéristiques et différences avec la Super Racer
Il y a une chose pour laquelle la V400 fait moins bien que la Super Racer. En effet, elle perd le tiroir bien pratique qui permettait de ranger les différents accessoires dans la base du châssis. Pour le reste, tout n’est qu’améliorations et nouveautés.

Le lit chauffant passe d’un diamètre de 260mm à 330mm pour une hauteur maximale d’impression de 410mm (pour 300 sur la SR). Il passe aussi du verre micro-texturé au PEI flexible, magnétique et amovible.
Si les profilés se ressemblent malgré la différence de taille, ceux de la V400 utilisent un rail de guidage linaire à 2 axes dont vous pouvez retrouver tous les avantages dans le tableau comparatif joint à ce message sur le forum.
Au bout des bras en carbone, on retrouve désormais un tout nouvel extrudeur Direct Drive fait maison. Le moteur type “Pancake” Nema pousse le filament maintenu par un levier à ressort directement dans un heatbreak bi-métal. Ce dernier est refroidi par un radiateur qui guide le flux d’air de son ventilateur hors du champ d’impression. A son bout il y a une buse “propriétaire” à 2 voies vissée dans un corps de chauffe de type Volcano (aux bonnes dimensions).


En terme de dimension on est sur du standard. On pourra donc la remplacer sans problème par un modèle alternatif. Il faudra cependant prendre à minima 2 conduits voire 3 conduits comme chez Bondtech. Le cas échéant, ça pourrait réduire la vitesse d’impression maximale.
Le plastique fraichement extrudé est refroidi par 2 ventilateurs 4010 et éclairé par 3 rangées de LED installées directement sur l’effector.
On retrouve également des LED dans la partie haute du châssis. Elles éclairent le logo de la marque :
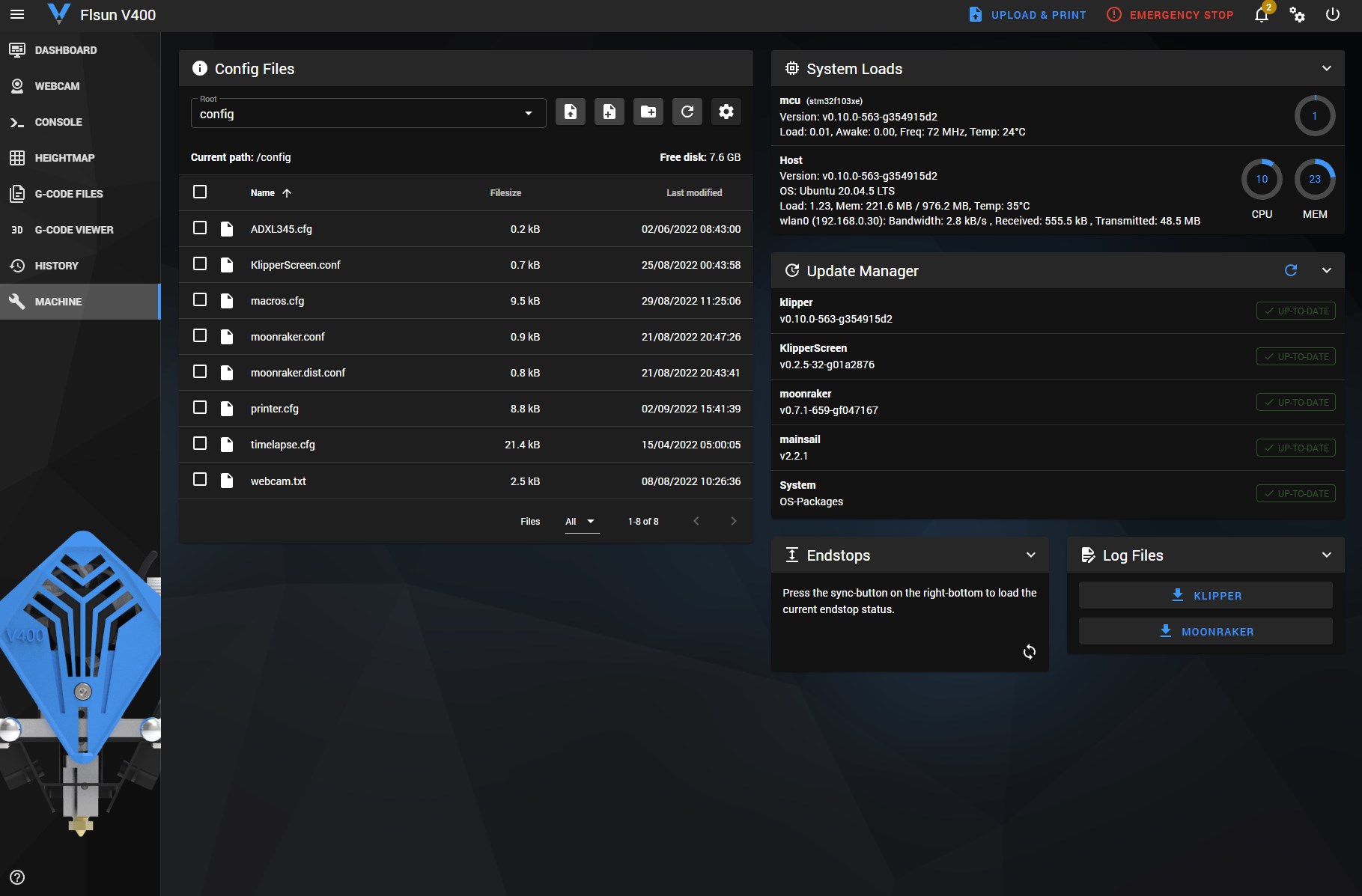
La dernière nouveauté et pas des moindres, c’est le Speeder Pad. Il s’agit d’un écran tactile sous Ubuntu qui fait l’interface avec le firmware Klipper installé sur la carte mère 32 bits de l’imprimante.
Pour toutes les autres caractéristiques techniques vous pouvez consulter la fiche produit dans le comparateur.
Unboxing de la V400
La grande soeur est arrivée
— LesImprimantes3D.fr (@Imprimantes3D) August 5, 2022https://t.co/x3nPi7JcmF
pic.twitter.com/mwYo8BZ4tR
La V400 est livrée dans un carton peu épais mais long, large et un peu lourd !


Tout y est bien rangé et bien protégé dans 2 étages de mousse. Au dessus il y a les 3 profilés tandis que la base et le haut du châssis sont installés en dessous. Les différents accessoires dont vous pouvez retrouver le détail dans le premier message de ce topic sont répartis entre les 2 (étages). En résumé, il y a tout ce qu’il faut pour le montage, les réglages, la maintenance et même les réparations.
Dans les entrailles de la FLSun V400
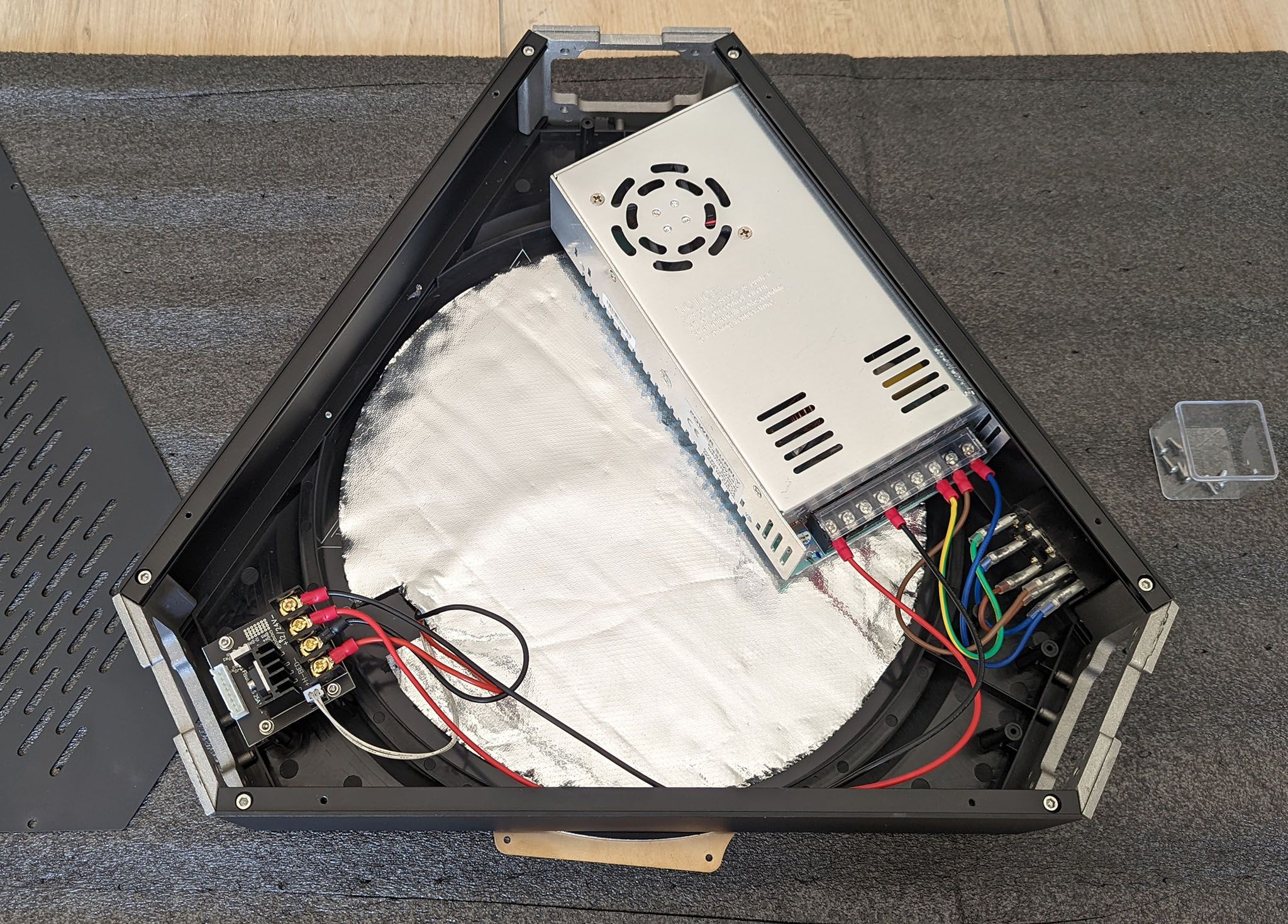
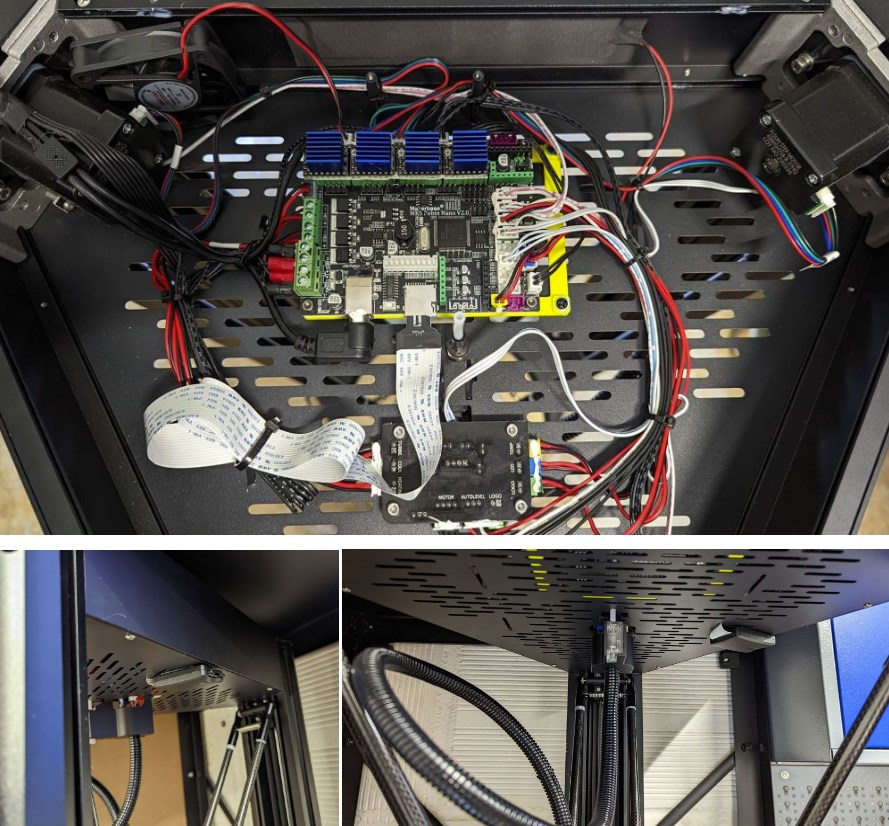
Avant d’attaquer le montage, j’ai comme d’habitude jeté un oeil à l’intérieur du châssis. Dans la base on distingue le plateau chauffant bien isolé et alimenté en 24V par une alimentation “no name” de 450W :

Dans la partie supérieure se trouvent notamment la carte mère 32 bits MKS Robin Nano V2.0 équipée de drivers silencieux et bien refroidis ainsi que les 3 moteurs des axes X, Y et Z.
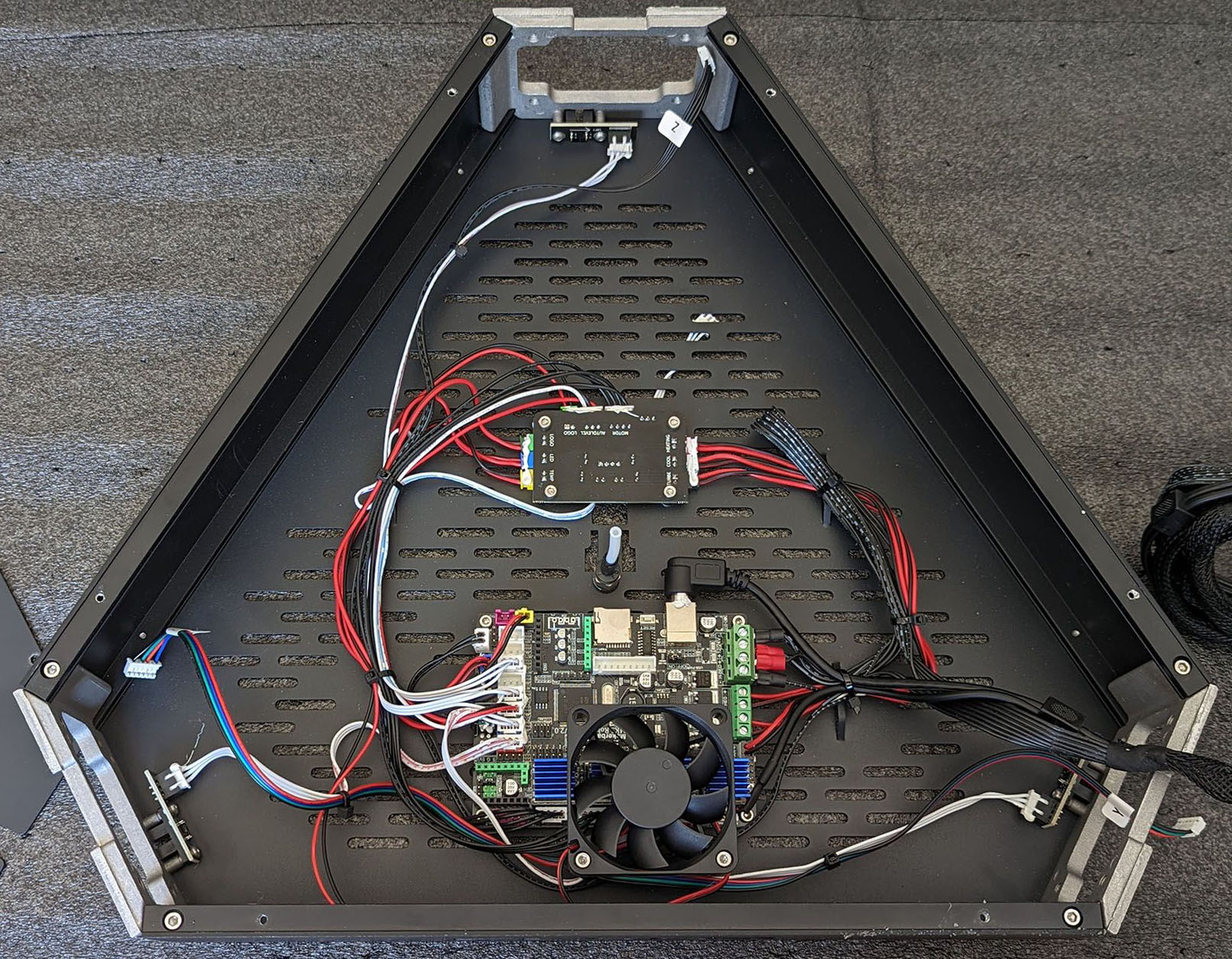
Chaque connecteur est maintenu par une sorte de colle chaude qui évite les déconnexions intempestives aussi bien pendant le transport qu’avec les éventuelles vibrations. En contrepartie, ça peut rendre la maintenance un peu pénible si on doit les débrancher.

Le montage
L’imprimante est livrée avec une notice papier qui explique très bien comment l’assembler. De plus, il y a même une vidéo explicative sur la clef USB fournie dans le colis. Par conséquent, je ne vais pas m’attarder sur cette étape qui ne devrait pas prendre plus de 10 minutes pour un initié et moins du double pour un néophyte en impression 3D.
Mise en route et réglages FLSun V400
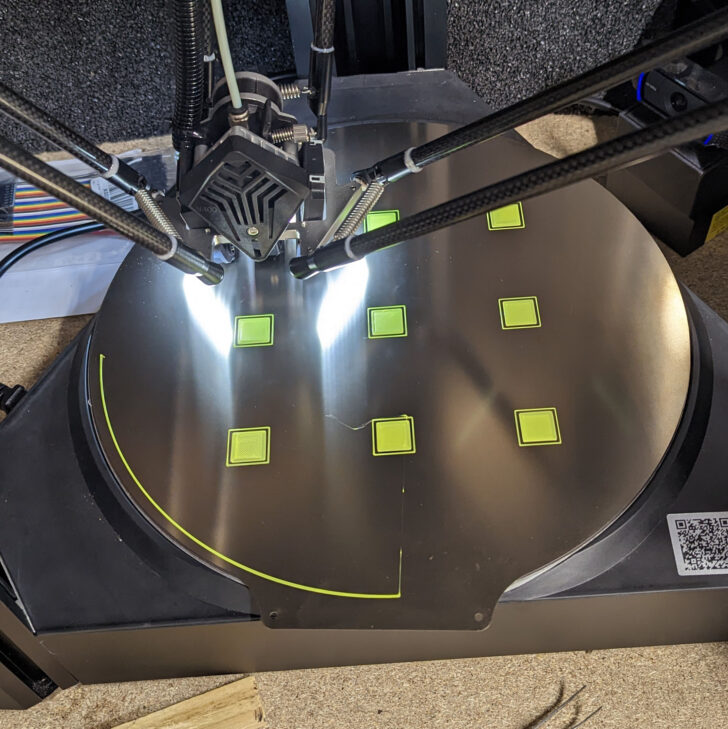
Encore une fois, la notice papier et les vidéos fournies sur la clé USB suffisent à exploiter la V400 en quelques minutes seulement et sans aucune prise de tête. La calibration se résume à la géométrie delta et au nivellement automatique du lit qui s’effectuent tous les 2 à l’aide du palpeur à aimanter sous la buse et à connecter sous la partie supérieure du châssis.
Ensuite, on peut directement effectuer une impression 3D avec un gCode stocké sur clef USB ou connecter la machine à un réseau Wi-Fi pour la piloter à distance :
Klipper et ses interfaces
Je vous présente plus en détails Klipper dans ce message du test sur le forum ou celui-ci de mon tutoriel de mise à jour des différentes briques logicielles qui constituent la solution.
Pour synthétiser, Klipper est un firmware Open Source qui s’installe sur la carte mère de l’imprimante 3D qui ne servira plus (la CM) qu’à piloter les 4 moteurs (X, Y, Z et l’extrudeur) ainsi que les températures de la buse et du lit. Toute la puissance de calcul est délocalisée. Dans le cas de la V400, c’est sur l’écran baptisé Speeder Pad mais ça peut tout aussi bien être un ordinateur ou plus petit, un Raspberry Pi.
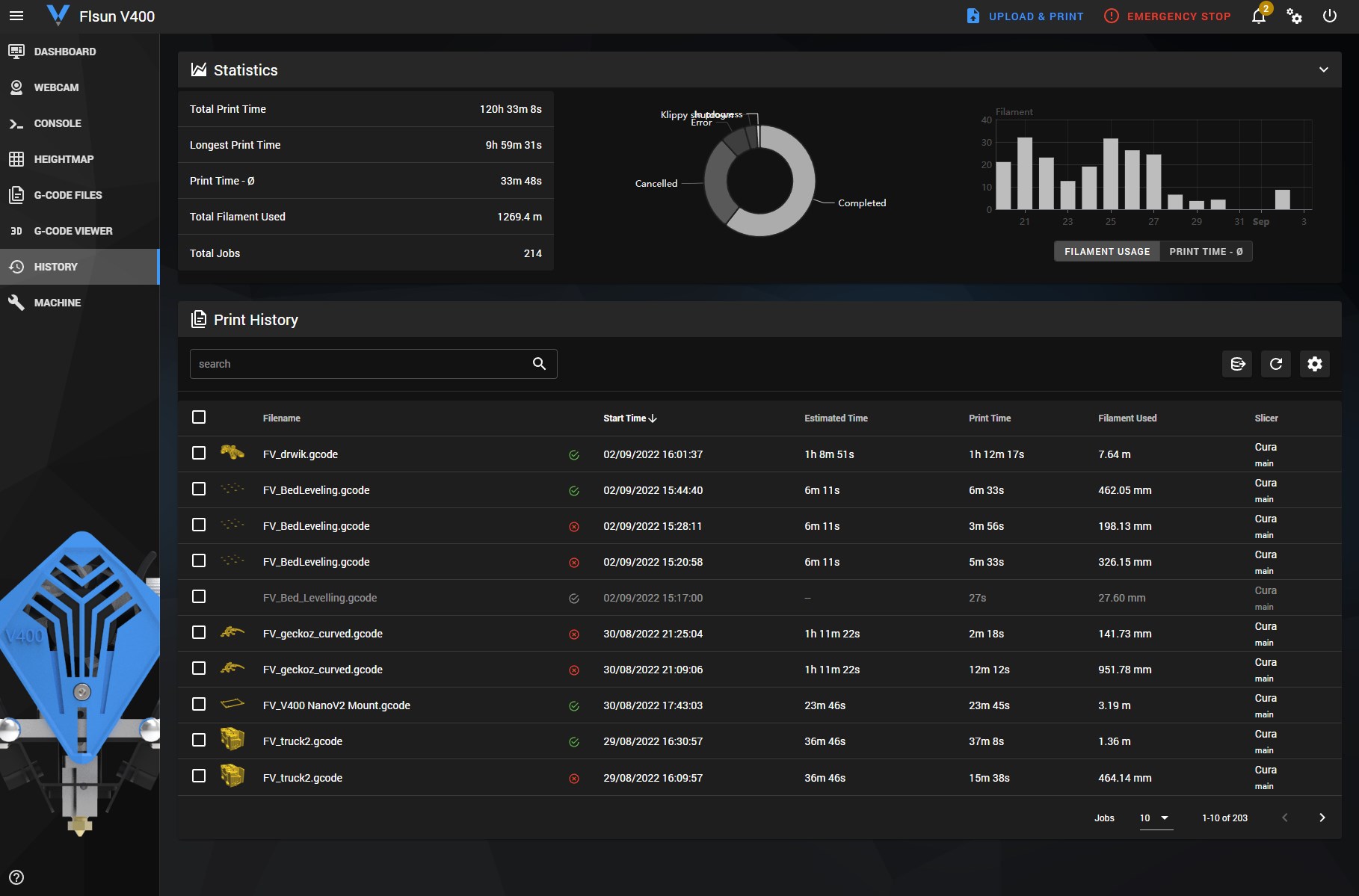
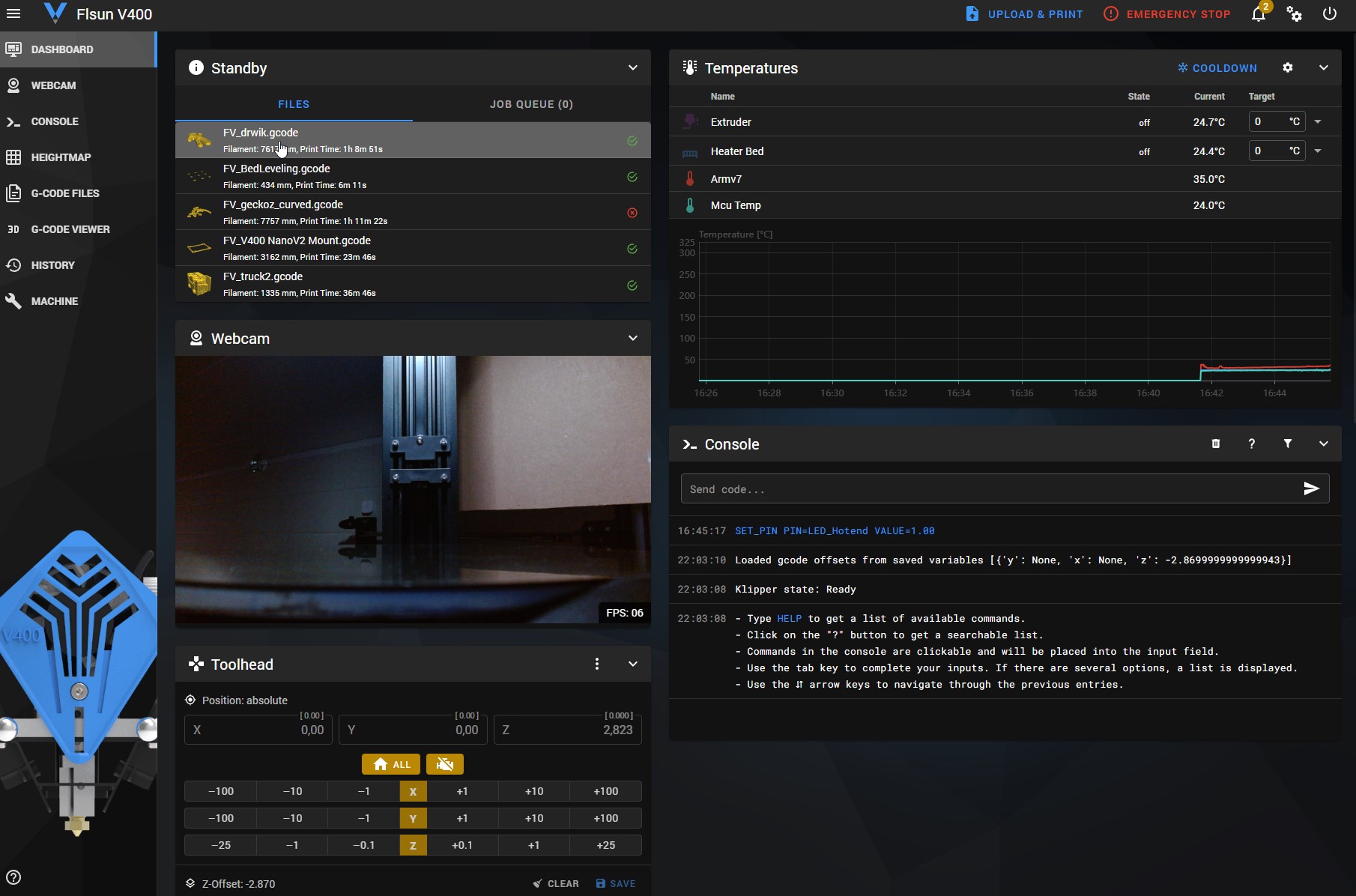
Le Speeder Pad tourne sous Ubuntu (en version 24.04.4 LTS – Long Time Support -). Un première brique baptisée Moonraker fait l’interface avec la carte mère pour les autres briques grâce à un serveur web et des API en Python. Les 2 dernières briques qui reposent donc sur Moonraker sont KlipperScreen et Mainsail. La première c’est l’interface de l’écran tactile tandis que la seconde est l’interface web accessible à distance sur n’importe quel périphérique doté d’un navigateur web (ordinateur, tablette ou smartphone par exemple). Dans les 2 cas de figures, c’est aussi intuitif que fluide et complet !
Tout ça c’est bien beau mais ce n’est absolument pas approfondi ni même survolé dans la documentation FLSun.
Acheter la V400
Les impressions 3D
En PLA
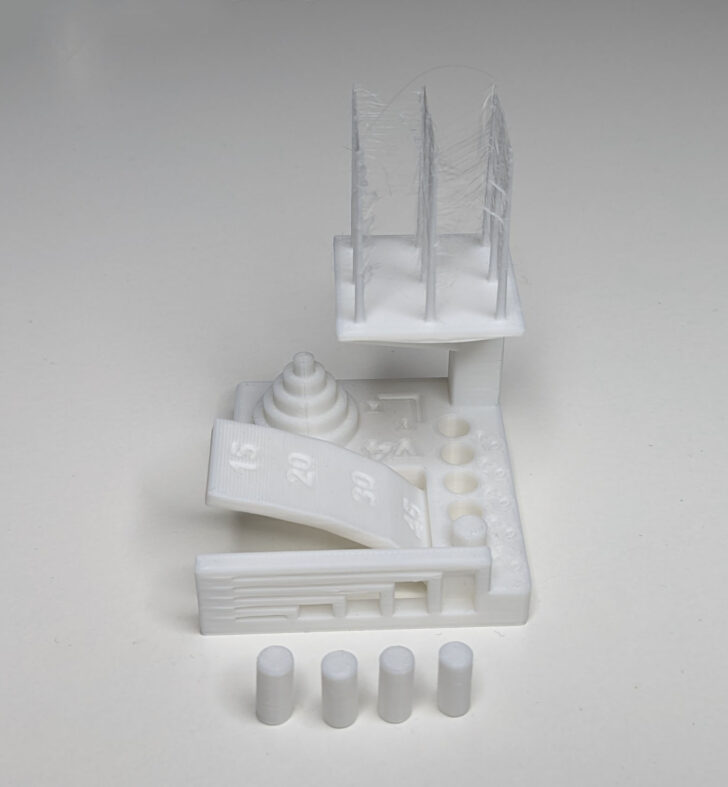
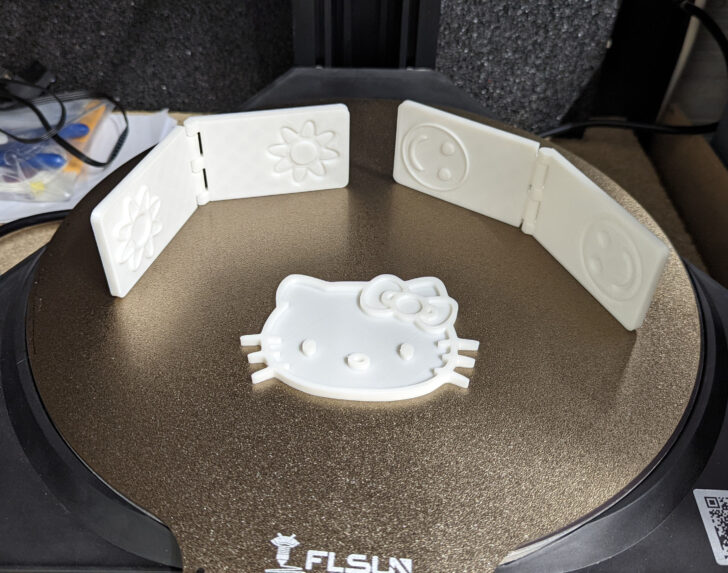
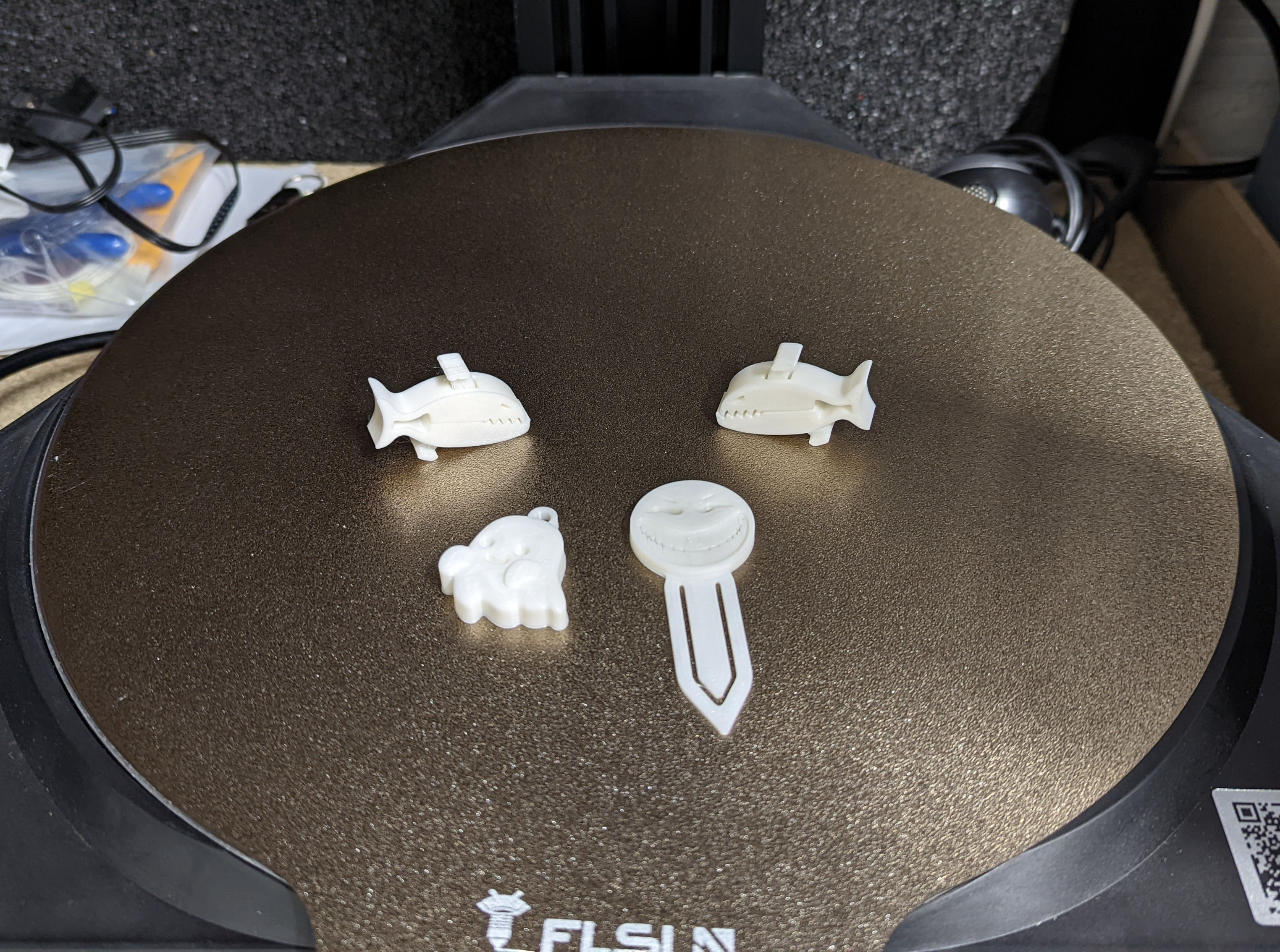
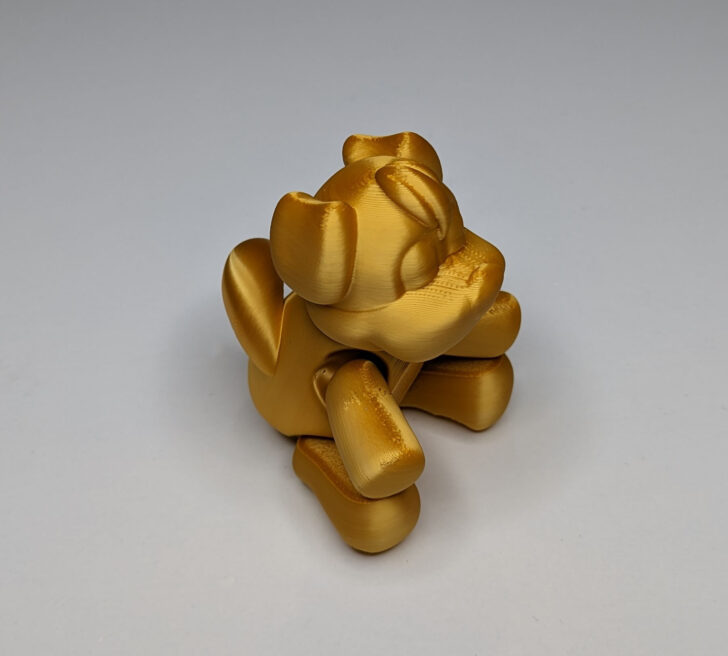
J’ai tout d’abord imprimé les fichiers déjà tranchés sur la clef USB :
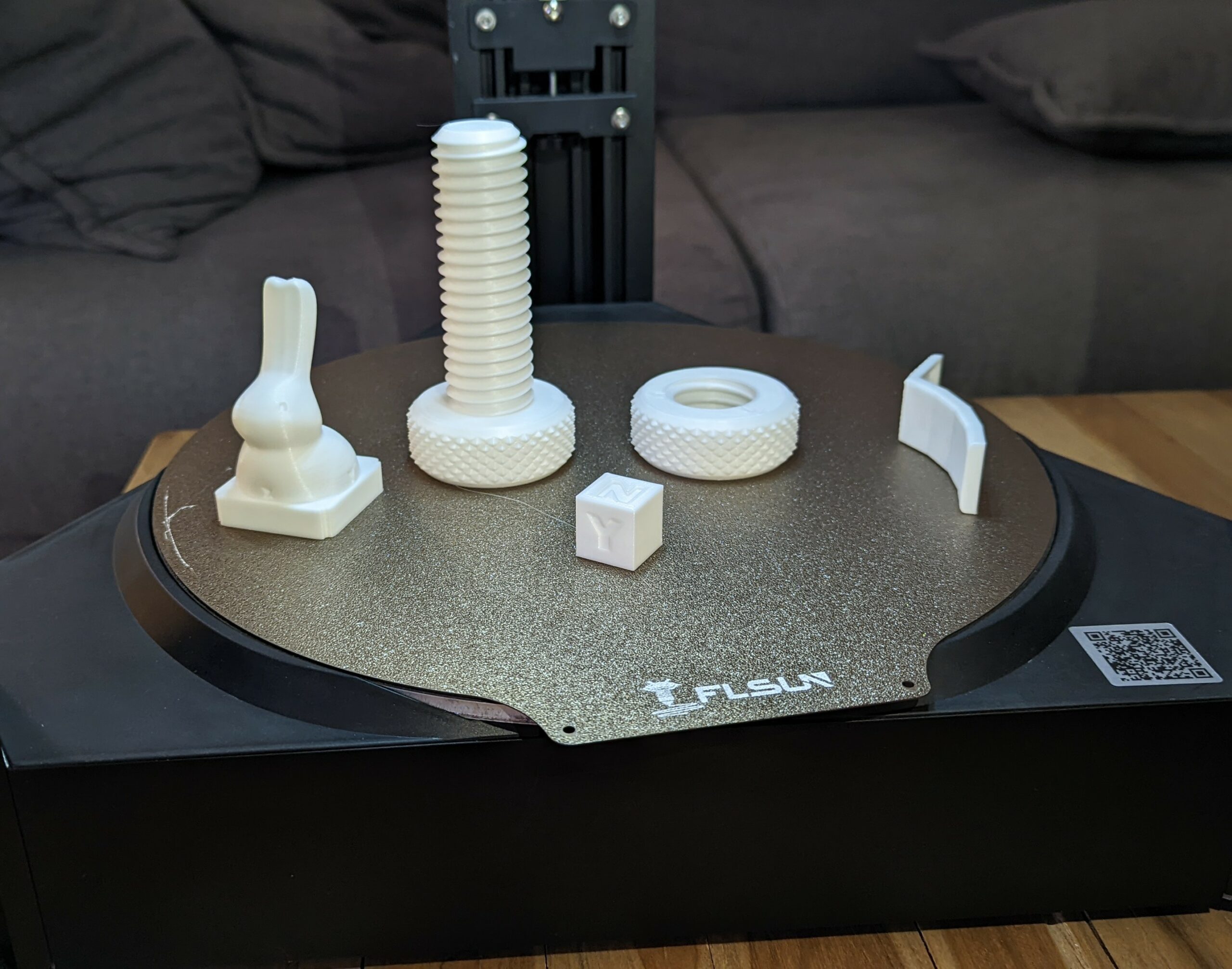
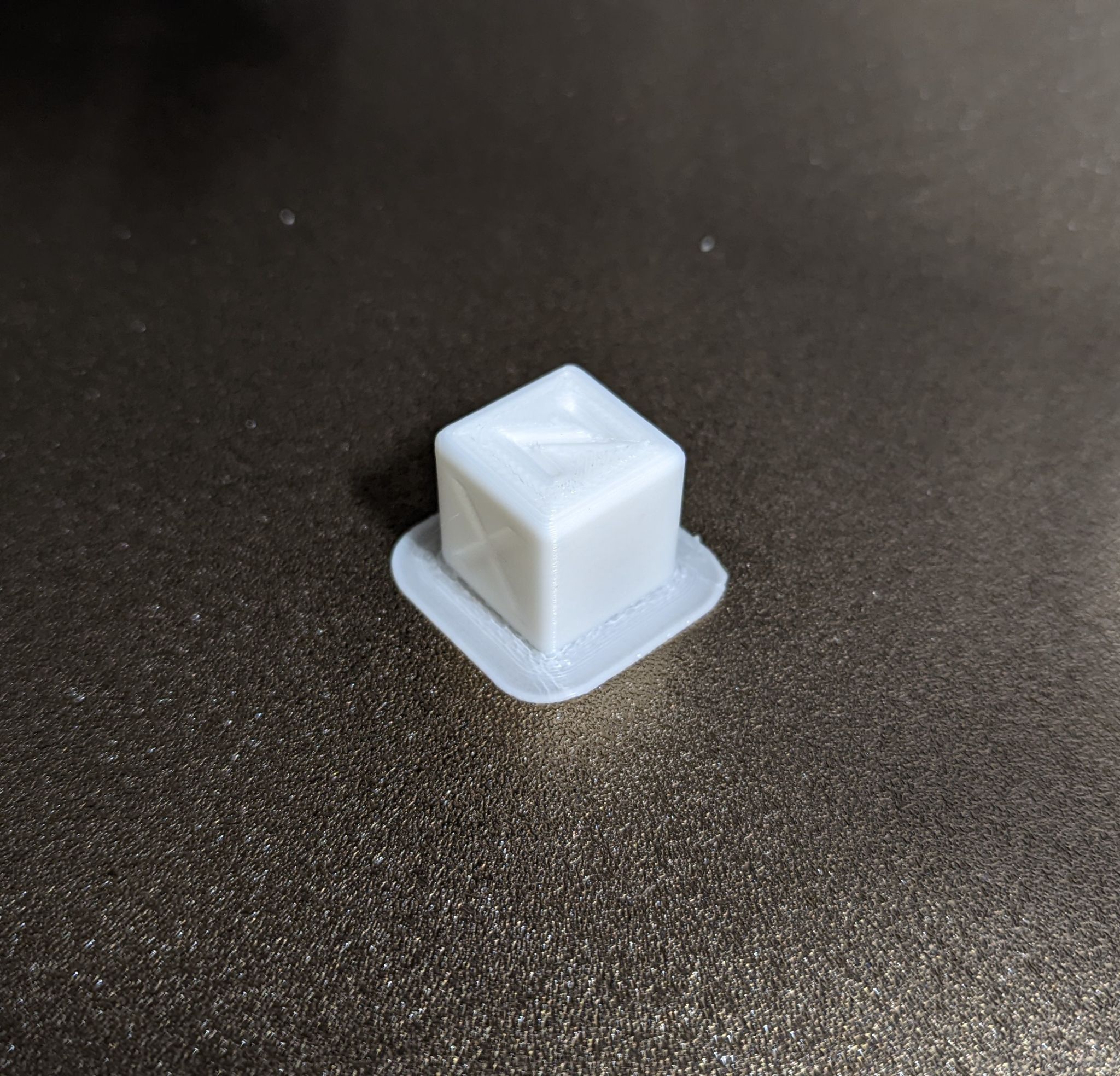
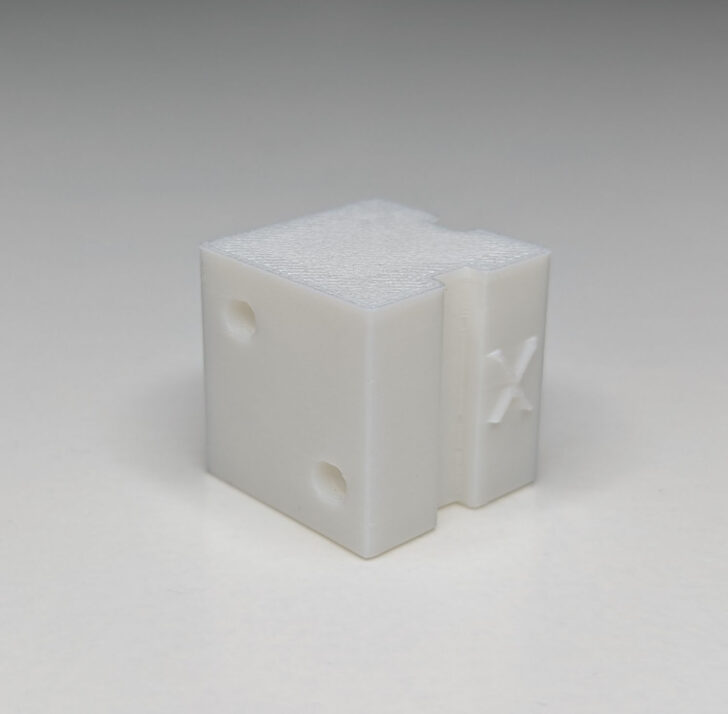
Le gap n’est pas aussi important que ce fut le cas entre ma X1 et ma SR mais aussi bien en terme de qualité que de vitesse d’impression, je me suis tout de suite dit que j’allais adorer cette nouvelle imprimante 3D qui affichait déjà des performances bien supérieures ! Il n’a fallut que 1h54 pour imprimer le boulon -complètement fonctionnel), 32 minutes pour le lapin (tellement lisse), 23mn pour l’overhang test (nickel jusqu’à 70°) et 7mn pour le cube (aux cotes irréprochables) !
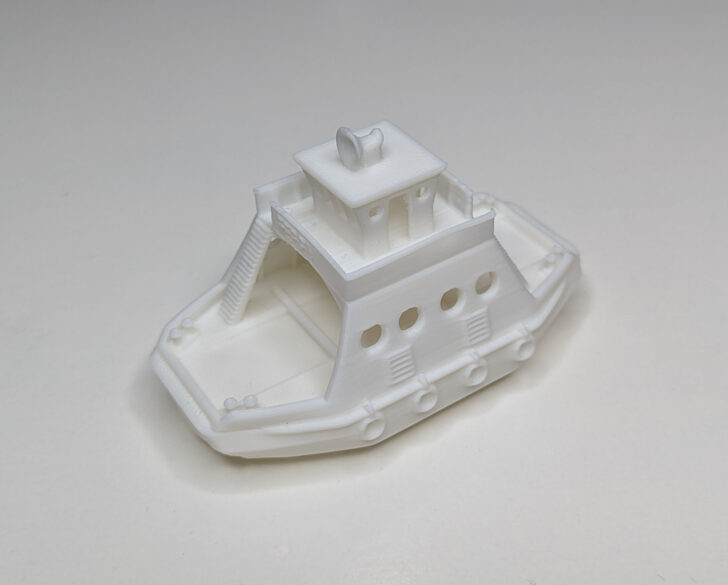
J’ai poursuivi le test avec un gCode stocké sur la mémoire intégrée à l’écran. Il s’agit du fameux Benchy qui a vu le jour en moins de 15 minutes à 250 microns !

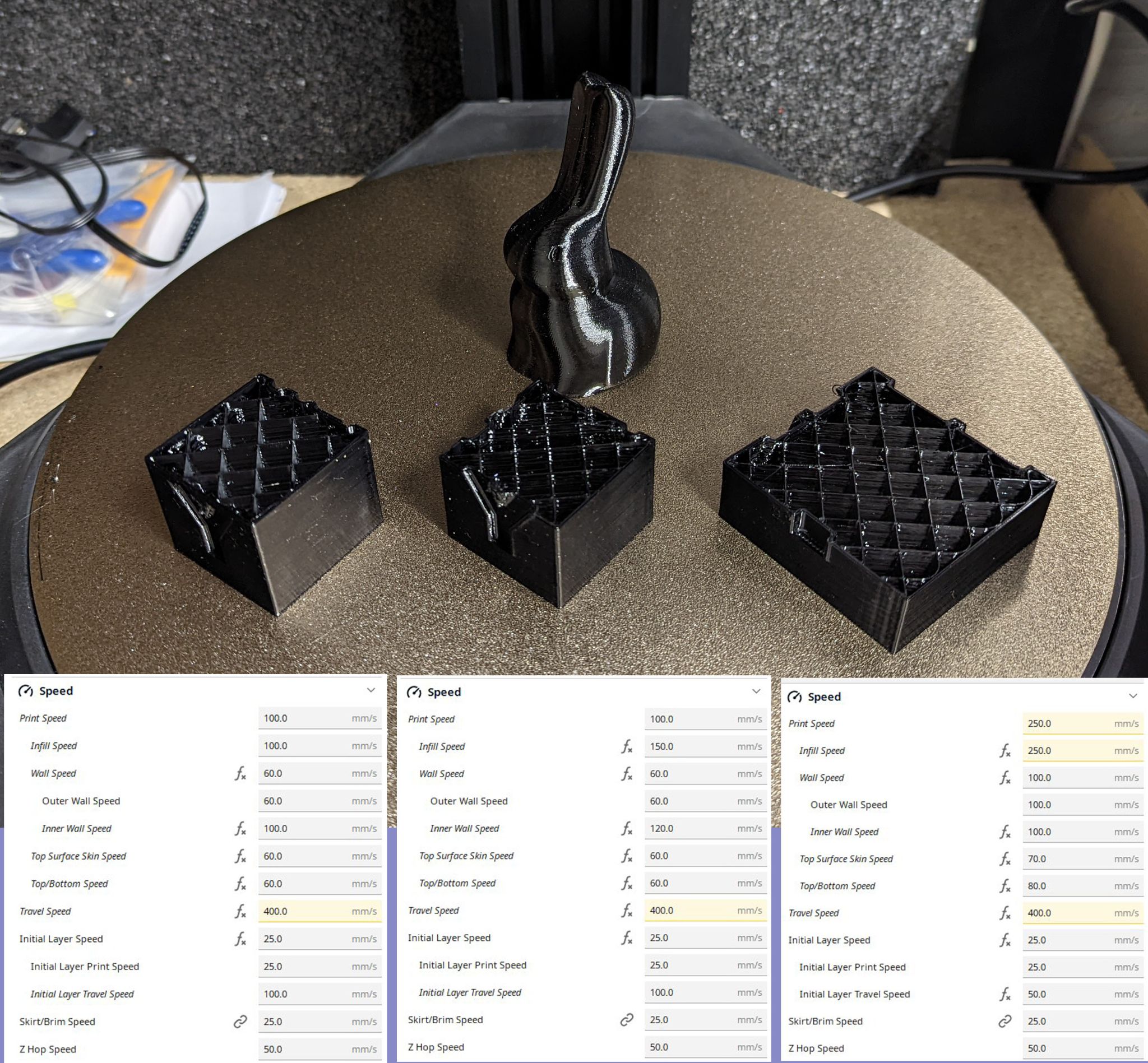
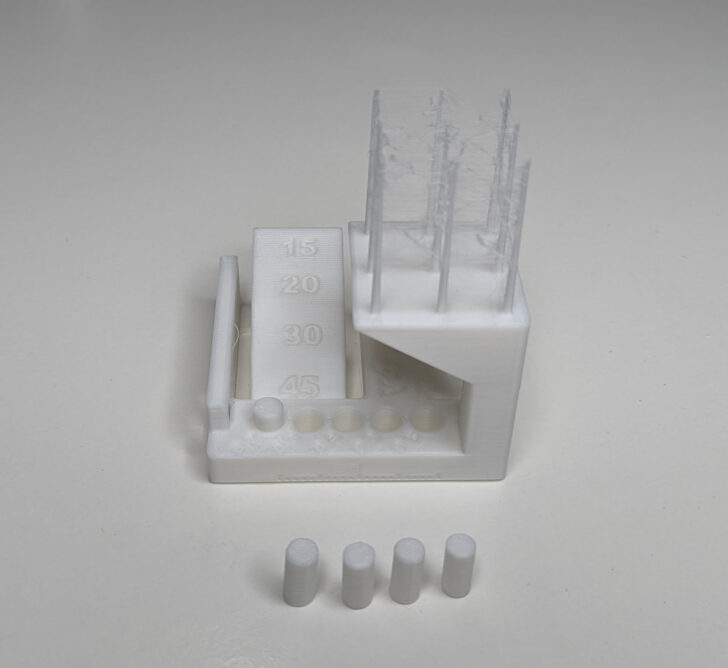
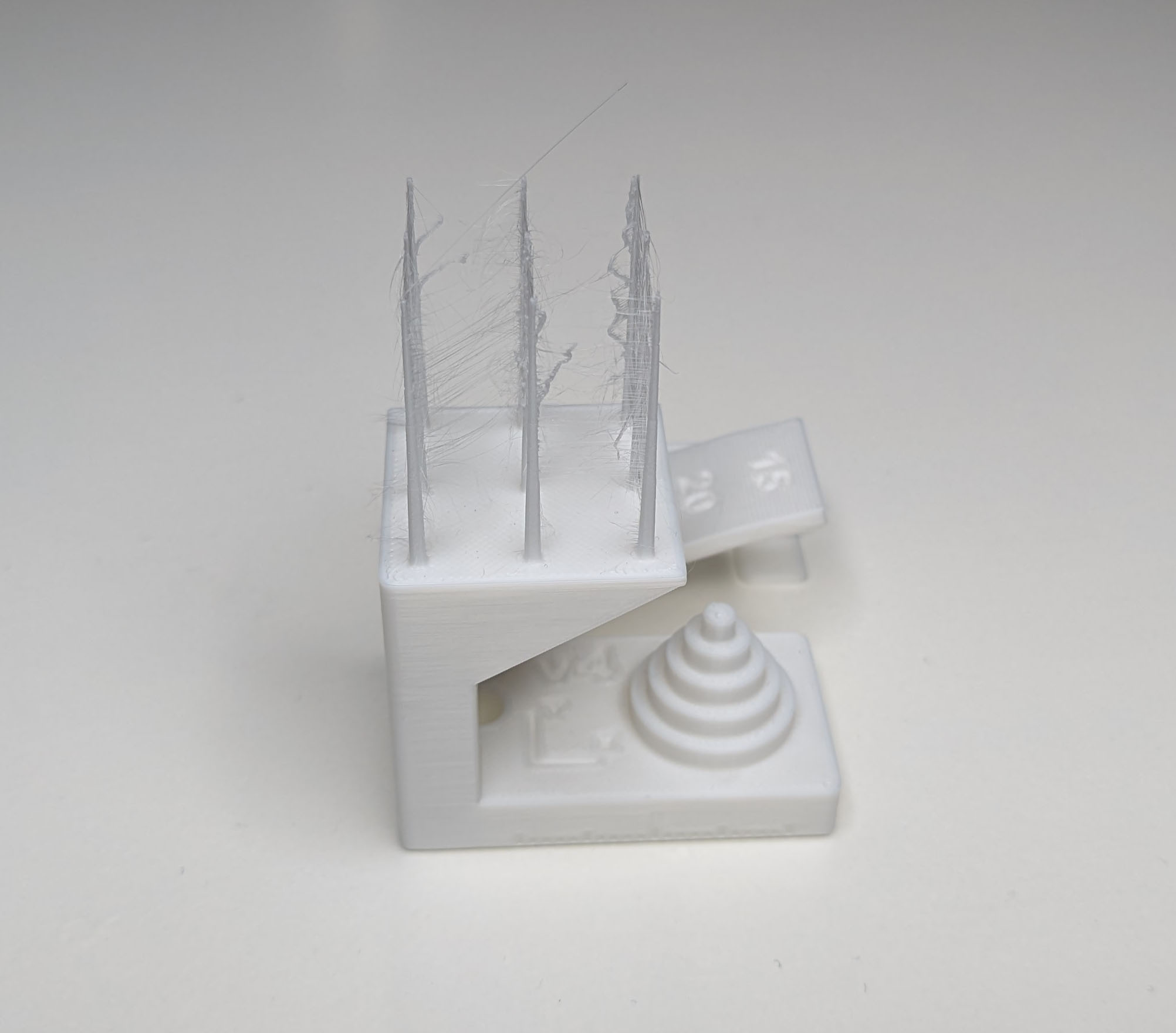
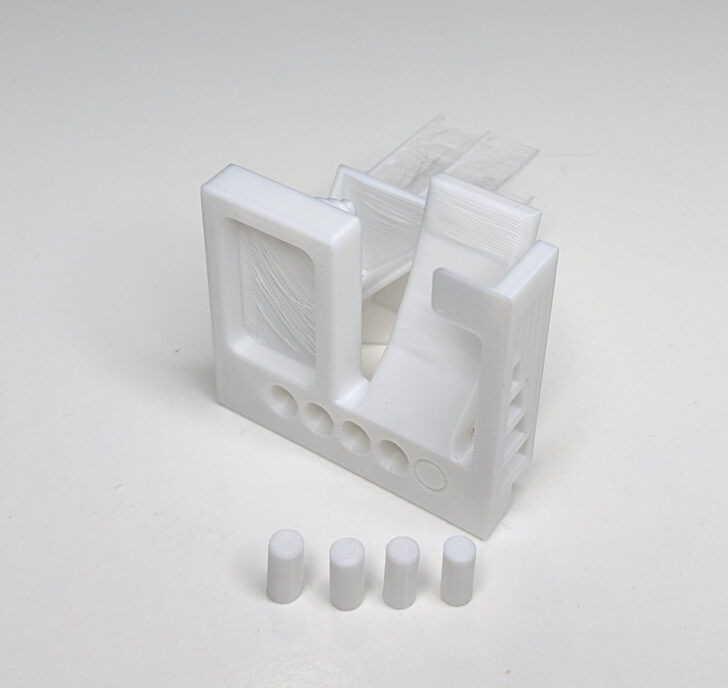
Ensuite, j’ai tranché quelques objets de torture avec le profil Cura 5.0 présent sur la clef USB que j’ai importé dans Cura 5.1. Ce dernier est paramétré pour imprimer le remplissage à 350mm/s, les périmètres intérieurs à 280mm/s et les périmètres extérieurs à 120mm/s avec des déplacements à 400mm/s. Voici les résultats :
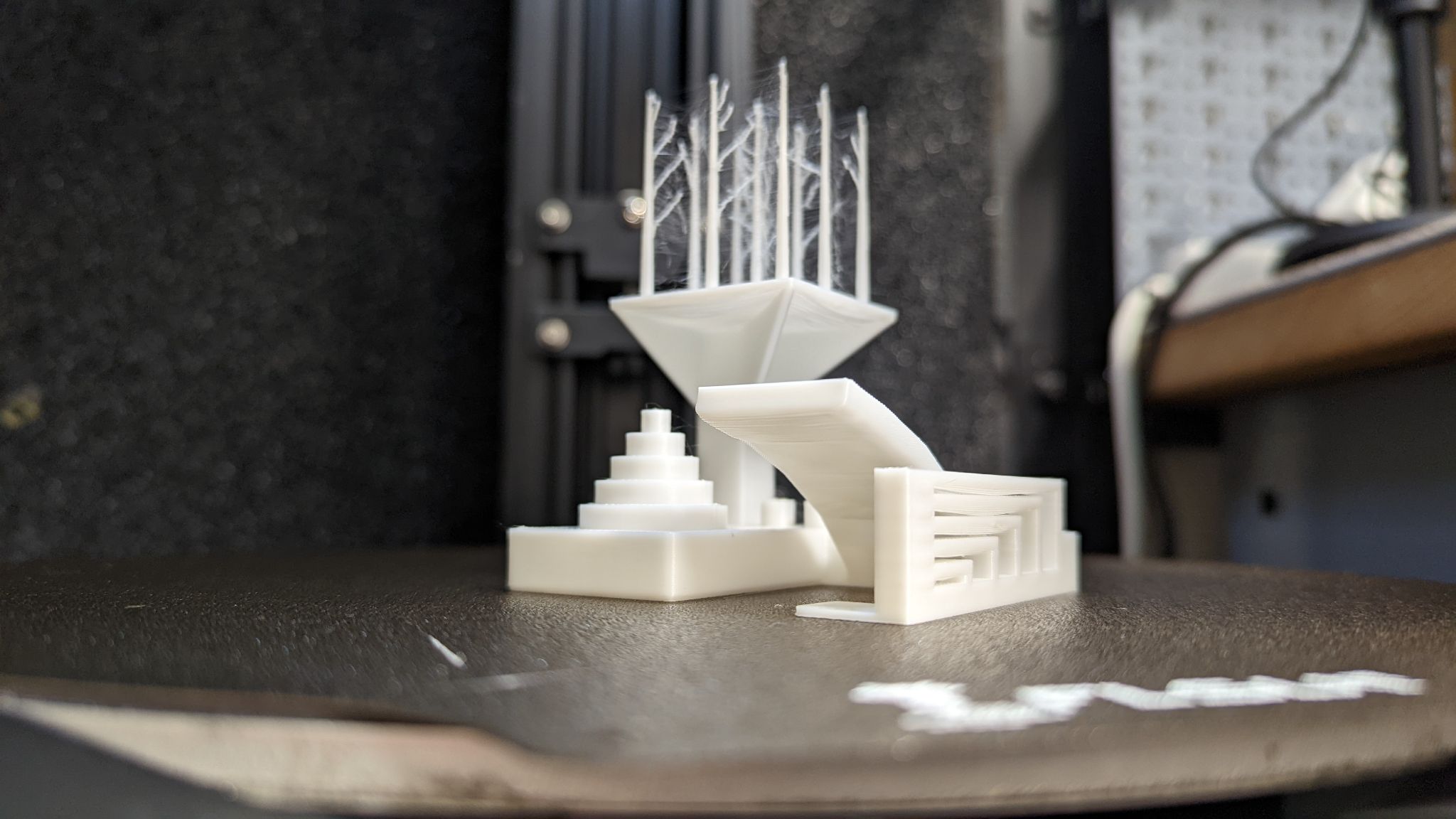
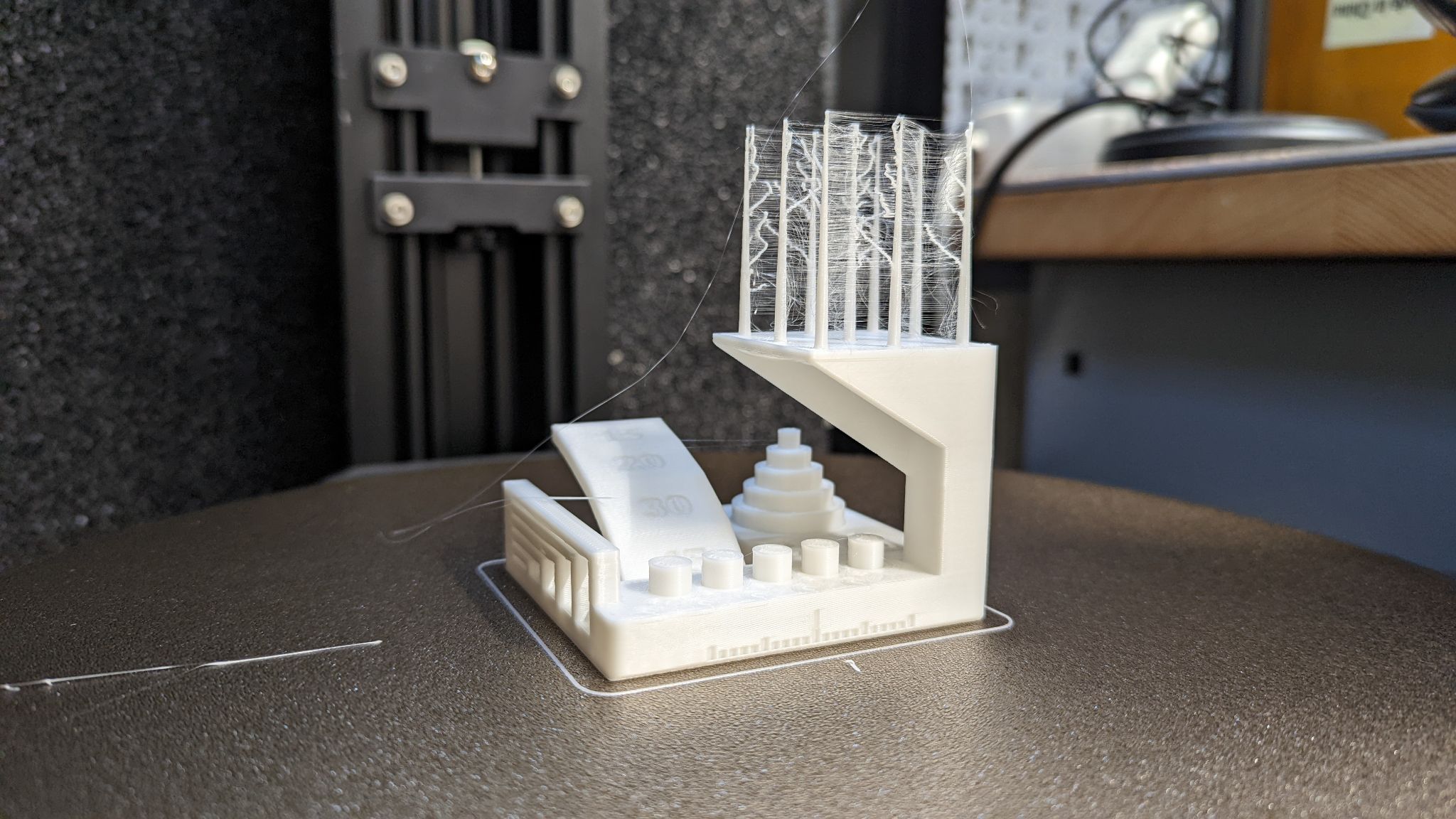
Il n’y a aucun reproche à faire au cube imprimé en 11 minutes si ce n’est le brim un peu écrasé que j’ai remplacé par un skirt pour les impressions suivantes. Le KKS Tortur Test quant à lui sorti en 90 minutes affiche quant à lui un stringing assez prononcé et des pontages qui s’affaissent un peu malgré une distance plutôt courte.
Du coup j’ai effectué quelques tests de calibration pour la rétraction que vous pouvez voir ici.
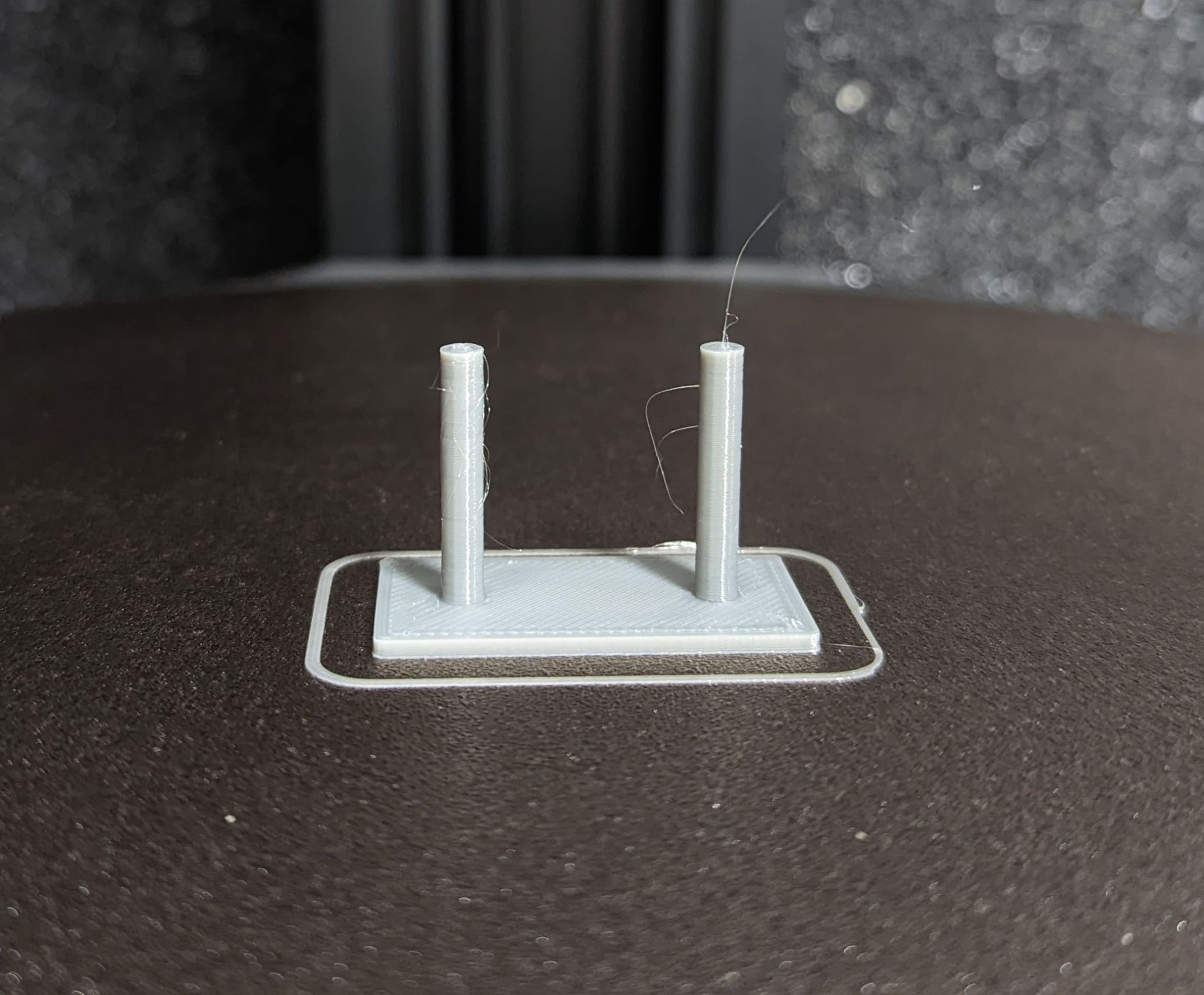
Pour les pontages, j’ai fait un bench de 150mm qui m’a permis de tester la reprise d’impression sur pénurie de filament par la même occasion :
Finalement, le double ventilateurs de 4010 et les conduits semblent assez efficaces !
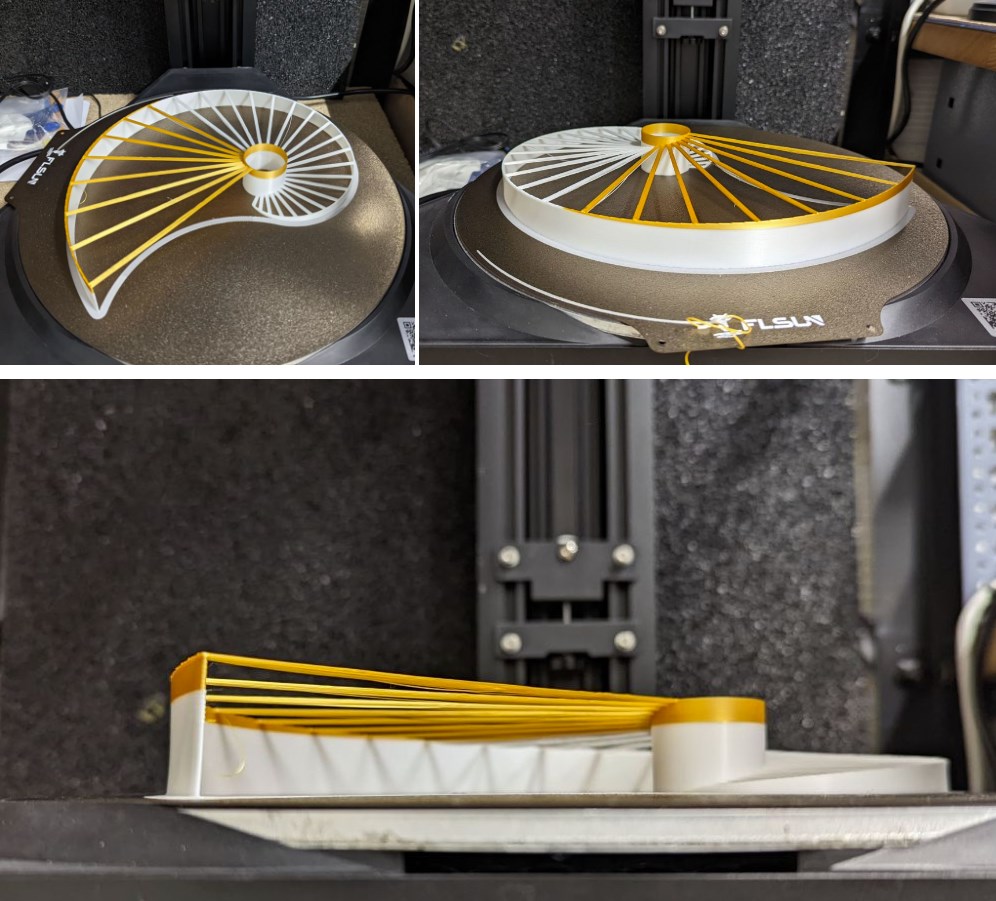
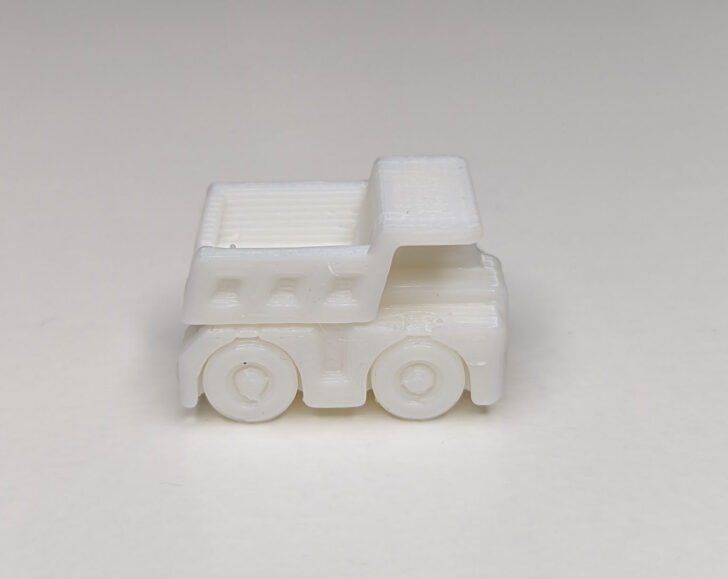
Pour tester réellement l’extrusion à 400mm/s, j’ai réalisé un grand vase (en mode vase) en boostant la vitesse à 440% depuis l’écran pour atteindre les 440mm/s et finir le print en à peine plus d’une heure !


Vous trouverez toutes les informations sur mes derniers tests en PLA dans ce message et d’autres photos plus tard dans l’article.
En PETG
Pour le PETG, j’ai réduis aussi bien la vitesse d’impression (120mm/s en remplissage et 60 pour les périmètres) que celle de rétraction (25mm/s au lieu de 40 par défaut) pour imprimer tout d’abord un bench de cheveux d’ange :
Ensuite, j’ai fait le cube infini et le Cali-Dragon avec les même paramètres en 1h45 :

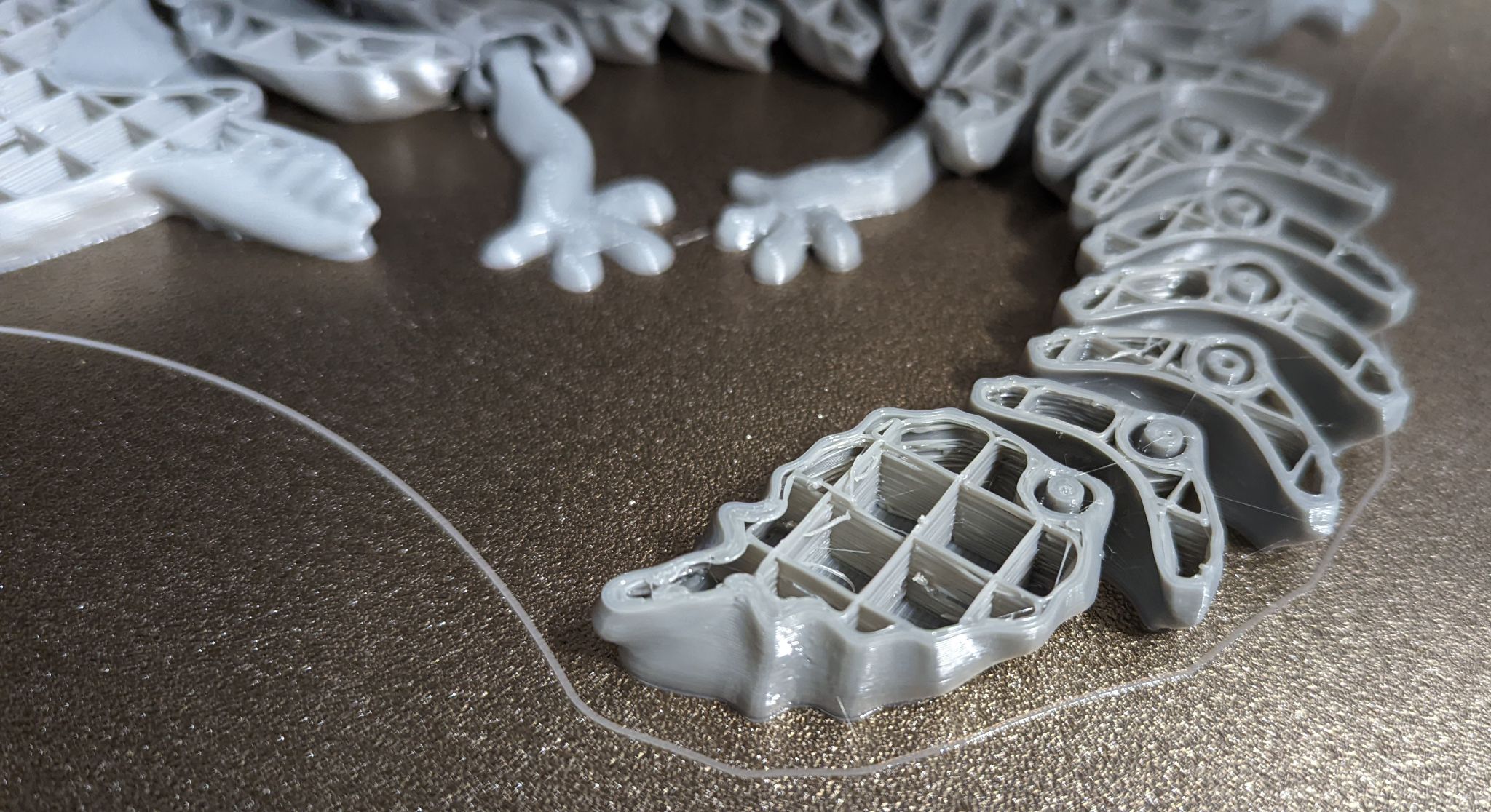
Et pour en finir avec le PETG, un gros print avec cette salamandre Axolotl imprimée encore plus rapidement avec l’infill à 250mm/s et les périmètres à 100 :
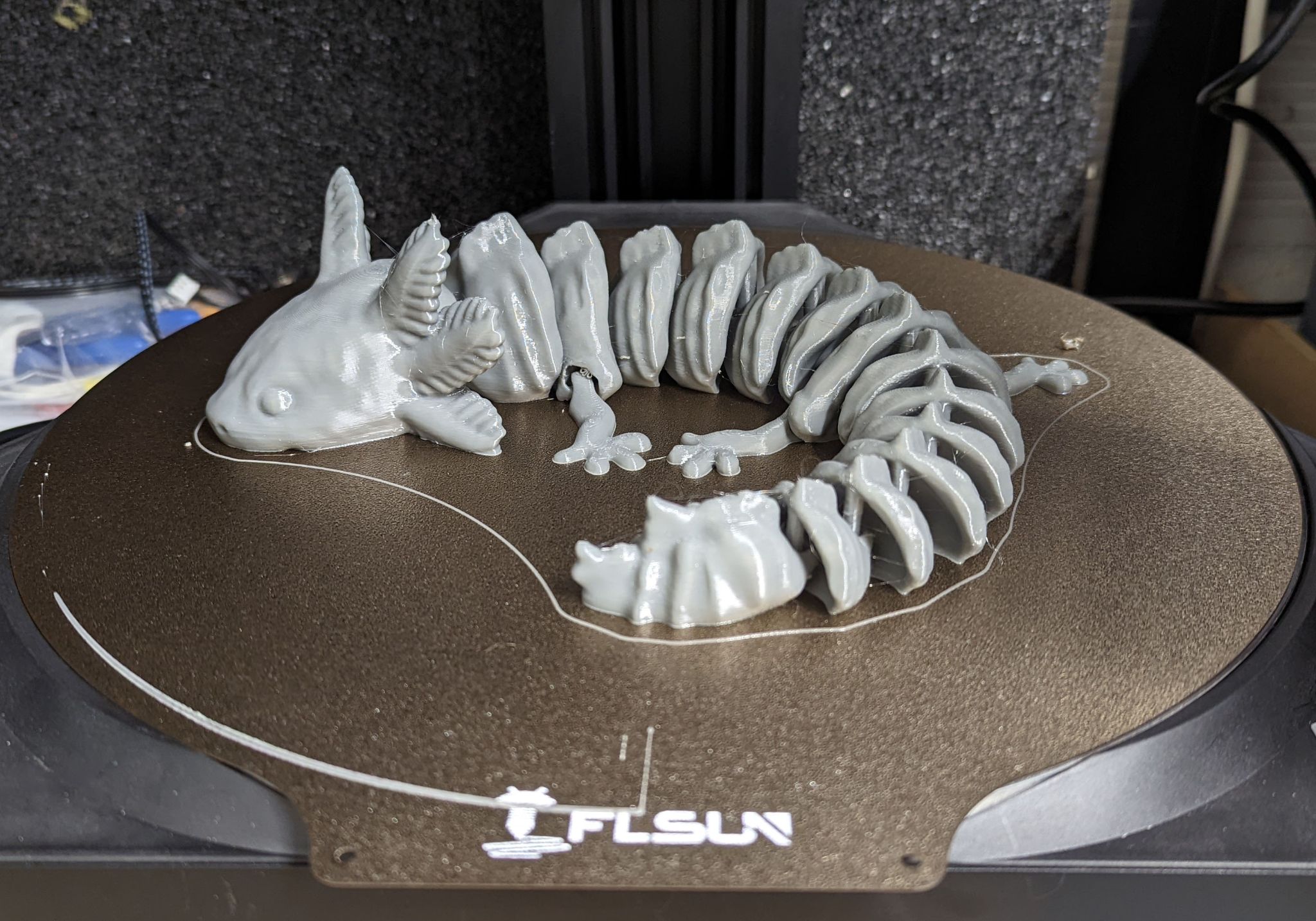
Tout comme le PLA, je n’ai eu aucun problème d’accroche avec le PETG. D’ailleurs, ce matériau étant réputé pour accrocher parfois trop, j’ai éloigné la buse du plateau de 0,02mm supplémentaires avec le plugin Z Offset (disponible dans le market) pour Cura.
Niveau qualité les couches sont à peine visibles même à 200 microns, les courbes très belles et très lisses et les petites parties ne souffrent d’aucun défaut !
En TPU
Aussi bien pour valider les performances de l’extrudeur de la V400 que pour mon usage perso en drone FPV, j’ai fait quelques tests avec du TPU de chez Sainsmart acheté sur Amazon :
Après plusieurs itérations je me suis arrêté à 250mm/s pour le remplissage et 120mm/s pour les périmètres sans que le filament ne s’enroule une seule fois dans les engrenages de l’extrudeur ou que l’infill soit de mauvaise qualité ! La vraie problématique c’est d’arriver à régler le slicer pour ralentir l’impression aux angles et surtout pour les parties en porte-à-faux qui sont bien plus pénibles à imprimer proprement avec des filaments souples.
Des améliorations ?
Hardware
D’un point de vue matériel je ne vois pas grand chose à changer si ce n’est peut-être les fan ducts afin d’améliorer la qualité des impressions 3D dans le vide.
On peut aussi imprimer un support de caméra pour réaliser des timelapses. En effet, c’est une fonctionnalité implémentée et automatisée dans Klipper que je n’ai pas encore mise en oeuvre.
Pour ceux qui voudrait flasher Klipper en ayant préalablement “rooté” le Speeder Pad, une rallonge pour le port Micro SD de la carte mère sera nécessaire :
Software
Bien que la machine soit capable de superbes prints sortie du carton, il y a de nombreux axes d’améliorations et de personnalisation côté logiciel. Je vous explique tout dans la procédure de mise à jour sur le forum et avec ce message pour aller plus loin niveau calibration, notamment avec les PID, le Pressure Advance et l’Input Shape.
Galerie d’impressions 3D



















































Acheter la V400
Author information
L'article FLSun V400, le test apparaît premier sur Les Imprimantes 3D .fr.
Voir les imprimantes 3D
Commentaires
Enregistrer un commentaire